
Ring Plus Aqua was one of the most beautiful learning experience in my Life. This internship took take place for around 40 working days from 25th April to 20th June 2019. Due to academic university examination during this tenure, I had to take break from internship for around 15 days during the above mentioned tenure. Ring Plus Aqua Aqua is a subsidiary of Raymond Ltd. It operates in 3 plants located in Sinnar MIDC, Nashik. The First Plant is the biggest and oldest, where manufacturing of Ring Gear takes place. In the second plant, pump bearings are manufactured. The third plant is recently inaugurated for expansion of Ring Gear Production.
I was fortunate to get opportunity to intern at most oldest and biggest plant of all three Ring Gear or starter Ring Gear is a component which is fitted on flywheel engine, so that when keys are inserted and car is turned ON. Starter Motor drives the Ring Gear and turns on the engine and thus the combustion process. Fortunately, I was given permission to explore all the parts/departments of the plant and acquire knowledge. Here I present a complete overview of Ring Gear manufacturing process and process flow.
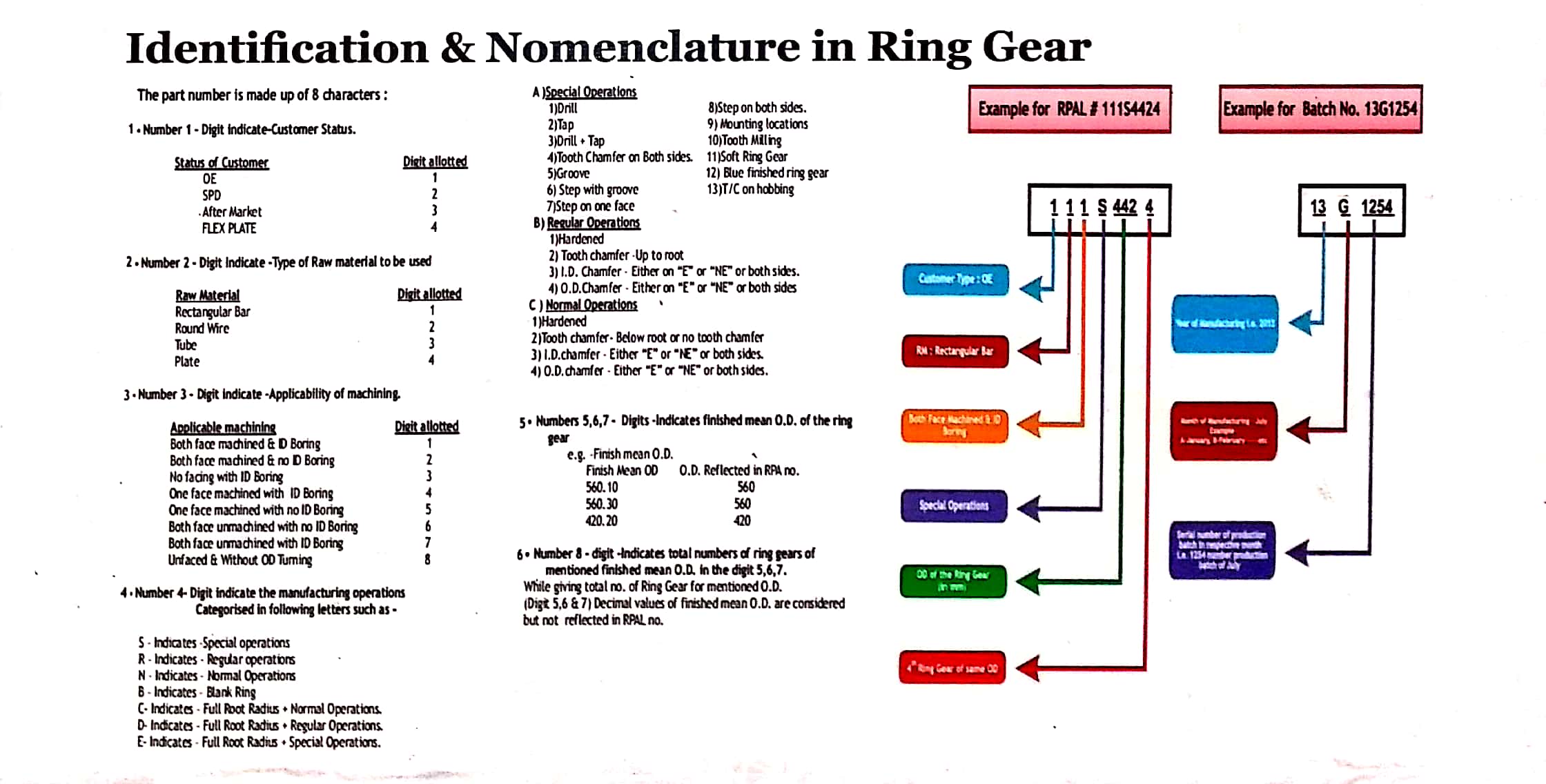
Ring Gears are designated by their outer major diameter. Please Refer the Image below for Ring Gear Nomenclature. Raw Material enters the plant from suppliers in the form of long rectangular iron bars. The material used were C45, C40, C55 as per customer requirement. Entered material is firstly called in by the Metallurgy Lab. Through the sampling inspection testing, proper testing of material was done to make decision of accepting or rejecting the batch. Metallurgy Lab was well equipped with state of the art spectrometer, UTM m/c, microscopy, Iron Carbon equilibrium diagram, hardness tester, magnetic particle testing, sample making machine, lapping and buffing setup, micro hardness tester and similar equipments.
Plant worked on batch type production principle, where the ring gear batch of given diameter was processed and transferred to next station v.i.a trolley with a batch card. Each worker possessed production sheets to keep track off and account of production and later on these sheets would help the quality control team for plotting control charts, monitor quality levels and make decisions. The Rectangular bar procured comes in length of around 10 to 15 feets and depending upon OD of ring gears, 4 to 5 Ring Gears can be manufactured from each bar. Material Batch accepted by metallurgy lab is transferred to bending and coiling machine, where straight bars are coiled into circular coils. These coils are then slit to get individual rings.
These Rings are then transferred to Electric Butt Welding machine, where the opening of rings is welded under high pressure and high voltage. This batch then passes towards the internal and external grinding machines,where the excess flux and welds and burrs is grinded off. The batch then moves towards flattening section where the rings are pressed under high load and pressure to achieve perfect flatness and parallelism. It is inspected by use of feeler gauge. Due to the flattening, internal stresses are generated and developed in the gear. These stresses are relieved by Normalizing Heat Treatment Process. After Normalizing Heat Treatment process, the rings may get constricted in dimensions, hence they undergo sizing process to get dimensional accuracy. After Sizing Process, the batch is sent to local 3rd party vendors. During my internship, i was able to make contact with them and see the entire process in action.
At 3rd Party Vendors:-
Normalized Rings tend to develop black carbon deposit after the process and are sent for turning and facing operations where they are turned to correct I.D and O.D and faced to correct dimensions. Machining Process are done at CNC machining centres, VTL (Verticle Turning Lathe) and Normal Heavy duty Lathes. A setup with adjustable bearings and circular scale is manufactured to ensure 100% inspection of circularity of Ring Gear. Batch Code with serial number and identification mark is stamped on ring face with use of stamping machine. These Ring Batches are now again sent back to Ring Plus Aqua plant, where they are sampled and inspected. Then these bearings are sent for Hobbing Process where the actual teeths are cut on the gear. At a time, 10 to 12 Rings can be mounted on the Hobbing machine for cutting teeths. Chamfer is given to teeths to avoid undercutting and interference and to get smooth meshing of gears. Chamfer is given in order of 30 degrees to 45 degrees and only to ring gears which will be mounted in manual and semi automatic transmission vehicle. Ring Gears of automatic vehicles did not needed chamfer.
Following Cutters are used for chamfering:-

The cutter which get blunt after machining operations are sharpened by cutter after machining process are sharpened by cutter sharpening machines. The Ring Gears are then induction hardened to get suitable hardened case depth as per customer requirement. These induction hardened rings possess internal stresses which may fail the component during working condition. To relieve these internal stresses, tempering process is done. These Finished Ring Gears are checked for Internal diameters and circularity, flatness, tooth profile errors. The Ring Gears are sent for magnetic particle inspection to check for holes, cracks or any other defects. Gears are cleansed in proper solvent to clean it. Then the gears are stacked together, packed, palletized and sent to storage room from where they are shipped. Online centralized Navision system is used for material management and manage process flow. The Plant was also equipped with tool room and inventory storage, where the die, fixtures and jigs used for production process were stored and maintained in good shape and to close dimensional tolerances. Plant also had well equipped Metrology Lab with state of the art C.M.M (Co-ordinate Measurin Machine and other equipments). Sampling inspection of a batch was done to ensure quality. Lab was equipped with good quality slip gauges, angle gauges, V blocks, Channel blocks and dial indicators, circularity testing setup etc.
Packaging are of two types, LCL and FCL i.e less container load and full container load. In an FCL cargo, the complete goods in said container is owned by one shipper. In an FCL owned by one shipper, the cargo in the container need not have fully loaded cargo in the container. Let the cargo be half loaded or quarter loaded container, if booked by one shipper under one shipment, the said shipment is called FCL shipment. Under the LCL Cargo, where is shipper does not have enough goods to accomodate in one full container, he books cargo with the consolidator to console his goods along with goods of other shippers. This type of shipment is called LCL Shipment.
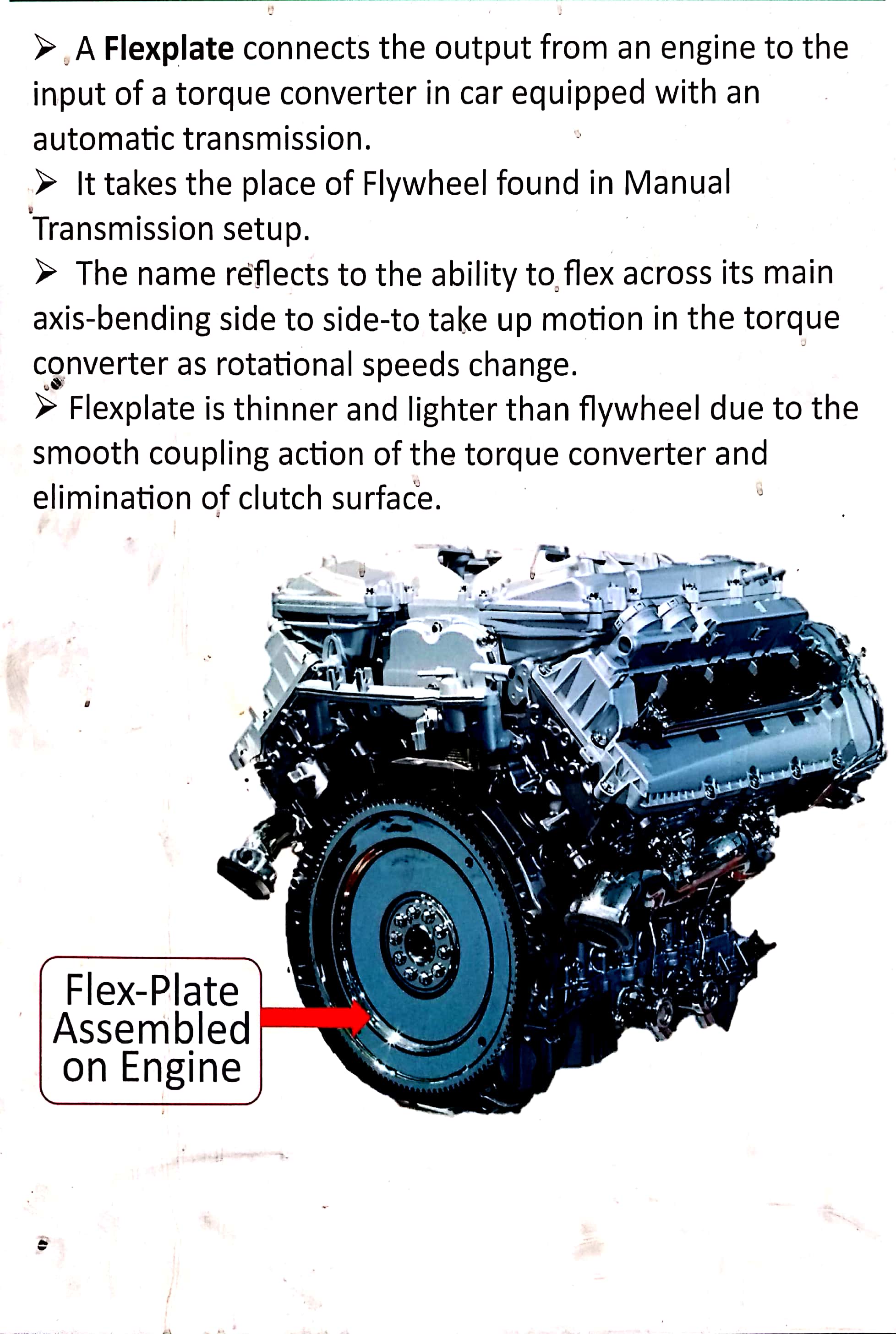
♦ Flex Plate Division :- A flexplate connects the O/P from an engine to input of torque converter in car equipped with automatic transmission. It takes place of flywheel found in manual transmission setup. The name reflects the ability to flex across its main axis bending side to side to take up the motion in torque converter as rotational speed changes.
Raw material comes in the form of thick steel sheets which undergoes consecutive blanking operation then those blanks are formed in desired shape, and then blanks are formed in desired shape, and then punching operation takes place to remove excess material and make holes. The flexplates are stacked in proper alignment in CNC m/c and then turned to accurate outer diameter. Serial No and identification mark is engraved on flex plate by use of laser. Damping Plate is welded with flexplate with laser. Then flex plate is fitted with ring gear under pressure. Then these flex plates are welded to ring gear with laser welding. After finishing the flex plate they are checked for balancing. Flex plate is rotated at high speed & checked for imbalance, holes are drilled to remove material & balance the flex plate. Inspecting of flex plate is done. Total fitting of flex plate along with nuts & bolts is done & readings are displayed on digital screen. And now flexplate is ready to be shipped.

